Estimad@s Clientes y/o amantes del LEAN:
"Learning to See", qué precioso título
En este mundo profesional tan complejo, depende de en lo que enfoquemos nuestra atención, y por lo tanto nuestras prioridades, para que los márgenes de nuestra Empresa mejoren de manera radical o sigan siendo tozudamente malos
La herramienta clave LEAN del VSM nos permite ver el Negocio completo traducido a la dimensión tiempo de Valor vs No Valor, darse cuenta de los enormes gaps de tiempo que hay entre operaciones de Valor Añadido
Cuando, en mi época de Price, yo iba por ahí aconsejando mejoras LEAN acompañado de mis maestros japoneses de Kawasaki Heavy Industries, mi querido colega y amigo Nagaro les decía a los Clientes: levanta un VSM de tu Negocio y reduce el lead time...aunque no sepas para qué te sirve hoy, ya lo sabrás mañana
Como conclusión tengo que decir que en el cein por cien de los casos, cuando mis Clientes han reducido el lead time, ha mejorado la productividad
El resto del presente escrito está dedicado a documentar un caso de mejoras basadas en el VSM, sacado del libro “Learning to See”, de Rother y Shook
Aprovecho para recomendaros entusiásticamente su lectura…!! Es la Biblia de la herramienta VSM”!! : la crearon Rother y Shook en total sintonía y complicidad con los autores de la otra Biblia, la del LEAN, el libro titulado “LEAN THINKING”, escrito por Womack & Jones, del MIT
Esta documentación ha sido generada por el LEAN INSTITUTE
Caso de estudio
ACME hace referencias izquierdas y derechas, de unos brackets empleados en el automóvil
La demanda media de piezas es:
-18.400 piezas/mes
12.000 izquierdos
6.400 derechos
Los procesos de ACME son : un proceso de Prensa, dos de soldadura y dos de montaje
En el “antes”, todos los procesos están desconectados, rodeados por unos hermosos stocks
Los datos más relevantes del “antes” son :
-Tiempo de cambio de la Prensa: 1 h
-Rotaciones en la Prensa: cada quince días ( es lo que se indica en los datos de la Prensa como EPE: every part every à 2 weeks )
-Stock entre Prensa y Soldadura: 7,6 días
-Stock entre soldadura 1 y 2 : 1,8 días
-Stock entre soldadura 2 y montaje 1 : 2,7 días
-Stock entre montaje 1 y 2 : 2 días
-Stock en Almacén de Producto Terminado : 4,5 días
El VSM de la situación de partida es como sigue:

Las soluciones LEAN aplicadas son:
-Reducción de tiempo de cambio de la Prensa: ahora se hace un cambio en menos de 10 min
-El SMED de la Prensa se ha utilizado para pasar de rotaciones quincenales a rotaciones por turno
-Aumento de OEE en soldadura 2, para que pueda conectarse en la célula sin pérdidas de OEE global
-Célula para conectar en flujo las dos soldaduras y los dos montajes
-Tiempo de cambio en la célula ( para pasar de referencia izquierda a derecha y viceversa ) célula: cero
-El truco principal para conseguir lo anterior ha sido poner pequeños contenedores a pie de línea, para que estén a mano de los operarios de montaje las piezas de ambas referencias
-Mejora continua en célula para poder pasar de 4 operarios a 3 ( dado que el cuarto operario tenía gran insaturación )
-Crear un Pull desde los procesos finales hasta los de cabecera, lo que implica que lo único que se programa es el proceso final ( se dejan de lanzar órdenes contra los procesos de cabecera )
-Milk run para la entrega de Materia Prima a ACME
Las mejoras de lead time ( y, por lo tanto, de stocks ) que hemos conseguido hasta ahora son las siguientes:

¡!Hemos bajado de un lead time de 23,6 días a otro de 8 días!!
Pero aún hay cosas importantes que hacer para seguir eliminando despilfarros:
Todo pasa por mejorar aún la forma en cómo recibimos la información por parte del cliente y cómo usamos esa cadencia del Cliente para optimizar más aún nuestra Cadena de Valor Integrada LEAN
Por penetrar un poco más en este aspecto, vemos que el Cliente se lleva el producto en unas bandejas de 20 unidades, con un mix de 2 izquierdas + 1 derecho
El secreto está en cómo sincronizar nuestra célula ( no nos olvidemos que, debido al Pull implantado, solo programamos la célula ) con esa cadencia de la demanda
Lo ideal es que nosotros produjéramos en la célula con ese mix de 2:1 ( dos bandejas de izquierdas, después una de derechas )
Esto es la base de la herramienta LEAN llamada HEIJUNKA. Haremos un pequeño paréntesis para resaltar una vez más que esta herramienta era una de las más queridas por los creadores del LEAN: de hecho, decían que sin HEIJUNKA la magia del LEAN desaparecía
Recapitulando, decidimos abordar una segunda fase de mejoras basada en los siguientes aspectos clave:
-Hacer una nivelación HEIJUNKA desde el PITCH del Cliente ( 1 bandeja cada 20 min, con un mix de 2:1 ) hasta nuestro Almacén de Producto Terminado; desde éste a la célula, repetición de la jugada. Graficamos este concepto, con simbología del VSM:

El box de Nivelación HEIJUNKA, con un Pitch de 20 min, quedaría como sigue:

El símbolo de más abajo, OXOX, es clave en este concepto de HEIJUNKA, y significa que hay que nivelar los batches de kanban que vienen del Cliente, hacer producción mezclada en suma, para hacer la secuencia que luego se mandará a la célula como programa de producción
Recordemos que este Pitch corresponde a un kanban ( una bandeja ) de 20 brackets : esto se traduce en que cada 20min, le llega un kanban a la célula, con la secuencia en que se han metido en el HEIJUNKA Box
El punto PULL que se programa, en nuestro caso la célula final, se llama en la terminología LEAN el PACEMAKER ( Marcapasos ) . Se llama así porque este punto marcará el paso de todo el flujo productivo “aguas arriba”. Ni que decir tiene, en esta filosofía PULL trataremos que el PACEMAKER esté lo más “aguas abajo” posible
Además, del PACEMAKER hacia abajo no permitiremos rupturas de flujo, ni siquiera Supermercados

Ni que decir tiene que la producción mezclada en la célula obliga a muchos más cambios en la propia célula ( no hay problema, pues hemos conseguido tiempo de cambio cero ) pero nivela mucho mejor todo el proceso productivo “aguas arriba” y reduce drásticamente los lead times y los stocks en curso del proceso global
También hay que decir que este Pull es posible porque la Prensa tiene ahora tiempos de cambio inferiores a 10 minutos
El VSM del proceso rediseñado es como sigue:
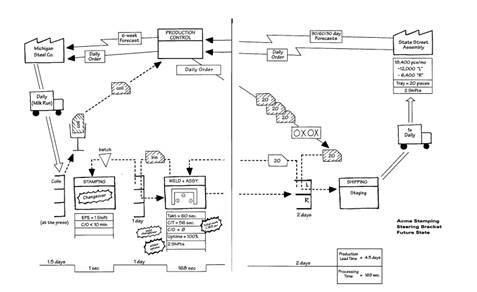
Con el HEIJUNKA ( la nivelación, en castellano ) ….¡!Hemos vuelto a reducir el lead time a la mitad, de 8 a 4 días!!
El resultado global solo se puede calificar de impresionante :
¡!Hemos bajado de un lead time (y, por lo tanto, de stocks) de 23,6 días a otro de 4,5 días!!
Nota. En este caso de estudio solo se habla de la mejora de lead time y de stocks, pero ni que decir tiene que las mejoras de productividad de la MOD, de costes de No Calidad y de superficie ocupada son también muy significativas
Que disfrutéis cada hora del fin de semana
Un cordial saludo
Alvaro Ballesteros
No hay comentarios:
Publicar un comentario