Estimad@s Clientes y/o amantes del LEAN:
Hace muchos años, por lo menos 30, KAWASAKI HEAVY INDUSTRIES
se planteó aplicar el LEAN a su Fábrica de Material Ferroviario, en Japón,
donde hacen el Tren Bala
La pregunta inicial era sencilla: ya tenían sus coches
dispuestos en líneas de montaje, avanzando posiciones dependiendo de su estado,
pero tenían un modelo diferente para cada línea
Ellos ya sabían, de hecho todo el mundo estudioso de la
historia de TOYOTA conoce la anécdota, que el LEAN se inició cuando el
Presidente de TOYOTA le dijo a sus ingenieros: cada vez que fabricamos un coche
nuevo, montamos una línea nueva…..vale más la Obra Civil que los nuevos
útiles/robots…..así que, señores, ….¡!! A partir de ahora, coche nuevo en
líneas viejas!!!
Los de KAWASAKI HEAVY INDUSTRIES ( después de ser entrenados
en TOYOTA ) se lo tomaron en serio, con una reflexión evidente… si hacemos
producción mezclada, tendremos las siguientes ventajas:
-Acortaremos los ciclos actuales, muy largos ( del orden de
5 días ) : ciclos más cortos nos aportarán un sistema mucho más
rápido de saber qué materiales se han incorporado a cada coche, simplemente por
la nueva posición…ahora necesitamos un montón de apertura/cierre de
órdenes para el control de producción…después, solo por la nueva posición,
sabremos lo que se ha incorporado a cada coche
-Cada vez que avanzamos el producto una posición, se
necesitan 5 días de materiales a pie de línea….y todos sabemos que 5
días no caben….o sí,… pero con unos espacios mucho más enfollonados y
con materiales a rebosar
-Por otro lado, con, digamos seis líneas, necesitamos montar
motores/aparatos de climatización, butacas, todo en suma, en seis puestos
diferentes: la automatización de los seis puestos será mucho más complicada de
justificar ( a nivel de pay-backs ) que si solo hay que montar los motores en
una única estación…….cuando hay muchas líneas, vuelves muchos años
después, y no se ha automatizado ningún puesto…..por restricciones de
los financieros ante pay-backs muy pobres
- La implantación de la filosofía de reaprovisionamiento vía
Kanban es mucho más fácil si tenemos una línea que si tenemos seis
TOYOTA, cuando inventó el kanban, lo hizo por una razón
prioritaria: aparte de ser el arma para migrar hacia una filosofía PULL, los
creadores del kanban tenían en mente acotar, con este sistema, las enormes
cantidades de materiales que escupían a montaje los procesos de “aguas arriba”;
pensaron que si le decían a sus colegas de las Body Shop ( Chapisteria ): esos
cinco metros de línea es todo lo que tenéis para colocar a pie de Montaje este
o aquel material……conseguirían dos cosas:
-Les obligarían a hacer lotes más pequeños
-Mejorarían drásticamente el
aspecto de las líneas de Montaje
-La productividad en Montaje subiría, porque
muchos materiales a pie de línea impiden conectar puestos/operarios/optimizar
insaturaciones en suma
Ventajas adicionales relacionadas con el control de
inventarios
Si tenemos un sistema que no sea visual, necesitamos una BOM
( lista de materiales ) con muchos niveles, para controlar vía bonos
los avances de submontajes
Una BOM con muchos niveles exige abrir y cerrar
muchas órdenes/bonos
Solo los bonos nos
informan de cuándo hay que aportar nuevos materiales a cada
subnivel, para seguir montando el nivel siguiente
{kind=link}
En suma, es necesaria una gestión complicada…y desde luego
no visual, no inmediata, para gestionar los reaprovisionamientos a montajes de
este tipo
¿Cuál será la BOM si todo se monta en línea?: mucho más
aplanada, sin tantos niveles:
Cuál será el método de saber el estado de avance de cada
Pedido: no serán necesarios bonos, la simple posición de cada unidad
en la línea nos indicará claramente los materiales que se han incorporado:
la simplificación administrativa, visual, la eliminación de operaciones de No
Valor, es impresionante respecto al método de partida, donde la apertura y
cierre de bonos reina por doquier
Además, hay una ventaja adicional con nuestra línea única:
en un escenario de este tipo, la implantación de dinámicas de
reaprovisionamiento automático vía kanban convierte esta fórmula en imbatible
Una última reflexión que se hicieron los de KAWASAKI HEAVY
INDUSTIRES cuando decidieron mezclar productos en líneas únicas: habrá que
montar motores, asientos, puertas, aire acondicionado, etc., a ritmo mucho más
rápido
Respondieron los líderes del cambio: si los del automóvil
son capaces de montar un motor en un minuto, la tecnología está ahí, y aunque
los nuestros sean mucho más voluminosos, pues bueno, el reto es claro: antes de
integrar las seis líneas disponíamos de seis días para montarlo, ahora que todo
va a ciclo de un día …..deberíamos ser capaces de montar un motor al día: señores
de ingeniería: ¡!a diseñar herramientas, útiles, automatizaciones para cumplir
ese objetivo
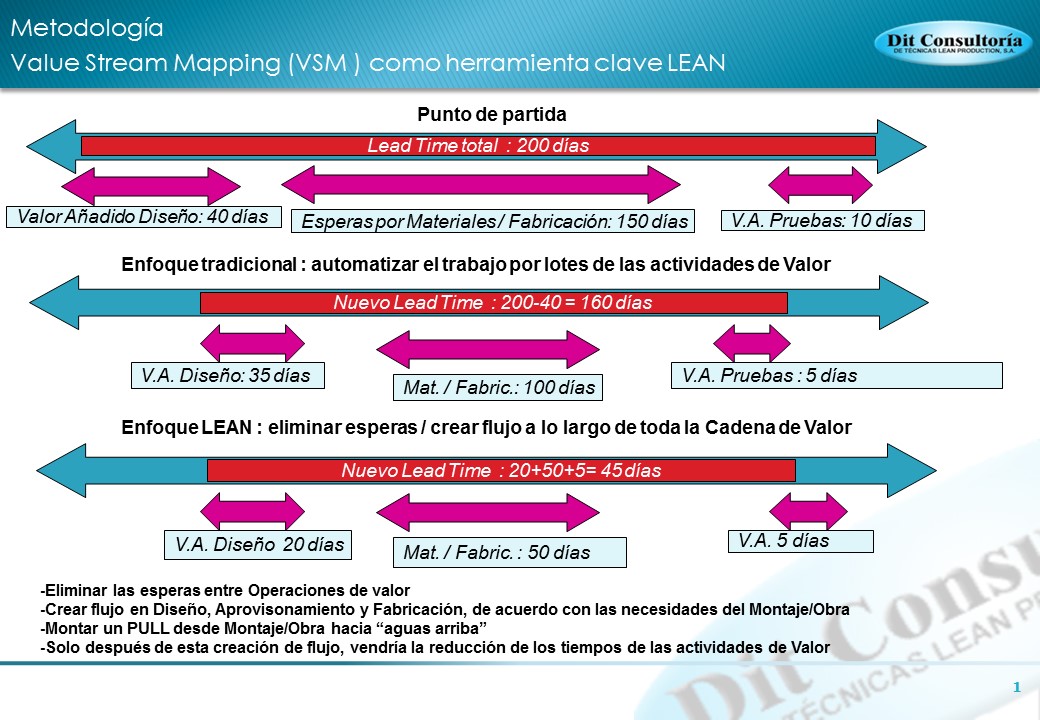
Las diapositivas adjuntas explican un poco más el antes y el
después de esta Best Practice de Aprovisionamientos basada en integrar líneas
en Montaje








Como siempre, he incluido estas reflexiones en mi blog https://historiasdellean.blogspot.com/:
No dejéis que nadie os estropee el fin de semana
Un cordial saludo
Álvaro Ballesteros
No hay comentarios:
Publicar un comentario