Estimad@s Clientes y/o amantes del LEAN:
El principio HEIJUNKA, poco conocido fuera de los ámbitos del
LEAN, fue creado por los fundadores del Sistema, en TOYOTA
Era una de sus técnicas más queridas…….hay quien dice que
sin el HEIJUNKA, todo el resto del Sistema de Producción de TOYOTA ( el germen
del LEAN ) se habría caído como un castillo de naipes
HEIJUNKA significa, ante todo, nivelación: si no tenemos
nivelado nuestro Proceso Industrial, trabajaremos con grandes lotes, que,
inevitablemente, producirán tsunamis allí por donde pasen
Tener un Proceso de Negocio nivelado quiere decir que es capaz de admitir producción mezclada,
con lotes mínimos, por no decir unitarios
El primer punto que tenemos que nivelar es el proceso final;
por ejemplo, si tenemos líneas de montaje, debemos flexibilizarlas hasta
conseguir que admitan, sin errores, montajes de diferentes referencias, una
tras otra



























Las siguientes diapositivas hablan de cómo migrar, para
cumplir un programa mensual, desde un proceso tradicional de fabricación por
lotes, hasta lograr hacer todas las referencias todos los días, todas las
horas, todos los PITCH ( hablaremos luego de lo que es esto ): ahí estaríamos en
excelencia HEIJUNKA
Ejemplo de producción sin nivelar:

Ejemplo de producción nivelada

Programación nivelada vs sin nivelar:


Ventajas capitales de poder hacer producción nivelada:
-Podemos hacer todas las referencias cada periodo de tiempo
base prefijado: imaginemos que es cada 2 horas
--Concretémoslo en la caja de más abajo: imaginemos que ese
periodo de dos horas está representado por las columnas; evidentemente, cada
fila representa las diferentes referencias

-¿Qué nos está indicando la caja, para cada periodo de
dos horas?
Nos está diciendo que podemos hacer las siguientes variantes
( con cargas similares )
1ª columna : A + 2B + C + D
2ª columna: A + 2B + D
3ª Columna: A + 2B + C + E
Etc.
-Lo más importante de todo: hemos flexibilizado tanto
los medios de producción que tenemos la misma carga para esas diferentes
combinaciones
Lo anterior lo hemos logrado primero en los procesos
finales, por ejemplo, en la célula que hemos conseguido haciendo flujo LEAN (
ver Caso de Estudio ACME, más abajo ), pero hay que completarlo flexibilizando
los procesos de cabecera
Conclusiones a las que nos lleva este grado de
flexibilización:
Si esa es la flexibilización, pensaron los creadores del
LEAN, pues visualicémoslo a través de esa caja, cada periodo regular, y
rellenémosla con los kanbans que vienen de las retiradas de producto que van
haciendo los Clientes
A las cajas las llamaron: HEIJUNKA BOX
A los periodos regulares los llamaron : PITCH
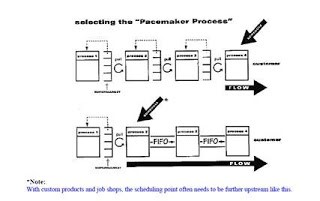
Al proceso de fabricación al que se lanza la secuencia PULL
de la HEIJUNKA BOX lo llamaron: PACEMAKER PROCESS
Al recorrido/ciclo estandarizado a repetir cada ciclo le
llamaron: PACED WITHDRAWAL

Ejemplos de HEIJUNKA BOX




Caso práctico nº1 de programación nivelada vs sin
nivelar
Lets assume
you have 7 different products labeled A to G. Products A, B, and C are your
high runners that you sell frequently. Together they make up more than 80% of
your sales. Products D, E, F, and G are your less frequently sold exotic parts.
Production planning estimates that you will sell 40 product A’s next week, 25
product B’s, 15 times C, 5 times D, 2 times E and F each, and only 1 product G
as shown below. Every day you have the capacity to produce 18 parts, so your
capacity matches the overall demand of 90 products.
Not-Leveled
Initial State
If someone
would not know anything about leveling, they would probably try to minimize the
number of changeovers and make batches as large as possible. Hence your
production schedule for Monday to Friday would look like the image below. First
you produce all 40 products of A, followed by all 25 products of B, and so on.
Fixed
Repeating Sequence Leveling
With an EPEI
or fixed repeating sequence approach, you would split the expected demand into
daily batches. The high runners would be produced every day. This means every
day you would produce 8 product A’s, 5 product B’s, and 3 product C’s. The
remaining capacity is used for the exotic parts, which are also distributed
evenly across the week. Product D has a demand of 5 pieces, hence we can also
produce it every day. Products E and F are produced every other day, and the
lone product G is produced on the remaining available day.
Compare the
not (yet) leveled illustration farther above with the leveled example directly
above. The latter looks much more evenly distributed. Your weekly demand is
leveled evenly across the days of the week.
Caso práctico nº2 de programación nivelada vs sin
nivelar:




Completamos este post con un pequeño resumen de la migración
hacia la excelencia LEAN de una Empresa de Brackets, tal como aparece en el libro “Learning to See”, de
Rother y Shook
En lo que he llamado la Fase 3 se
menciona la aplicación del HEIJUNKA, tal como se llevó a cabo en este caso
concreto
Caso práctico nº3: creación de flujo +
PULL + HEIJUNKA
ACME hace referencias izquierdas y
derechas, de unos brackets empleados en el automóvil
La demanda media de piezas es:
-18.400
piezas/mes
12.000
izquierdos
6.400
derechos
Los procesos de ACME son: un proceso de
Prensa, dos de soldadura y dos de montaje
En el “antes”, todos los procesos están
desconectados, rodeados por unos hermosos stocks
Los datos más relevantes del “antes” son
:
-Tiempo de cambio de la Prensa: 1 h
-Rotaciones en la Prensa: cada quince
días ( es lo que se indica en los datos de la Prensa como EPE: every part
every à 2
weeks )
-Stock entre Prensa y Soldadura: 7,6
días
-Stock entre soldadura 1 y 2 : 1,8 días
-Stock entre soldadura 2 y montaje 1 :
2,7 días
-Stock entre montaje 1 y 2 : 2 días
-Stock en Almacén de Producto Terminado
: 4,5 días
El VSM de partida es el siguiente:
Resultado:
El lead time del proceso es 23,6 días
El tiempo de Valor Añadido es 188 seg.
Fijémonos que en el proceso estampación,
la Prensa rota cada 2 semanas : es lo que, en terminología del VSM, se
documenta en el gráfico como EPE: 2 weeks
Otros parámetros de partida de la Prensa
son :
1
pieza/seg.
Tiempo de
cambio : 1 hora
Uptime:
85%
El VSM futuro es como sigue:
Lead time : 4,5 días
Tiempo de V.A.: 169 seg.
Conclusiones más evidentes:
Tiempo de Valor Añadido del antes y
después: 188 seg. vs 169 seg. : no hay mucha diferencia; de hecho, no
sería muy LEAN enfocarse en querer arañar segundos por aquí
El enfoque LEAN nos propone que
tratemos, con prioridad número 1, de acortar los enormes periodos de tiempo en
que, simplemente, las piezas están paradas esperando por algo
Si solamente nos fijamos en el ratio
tiempo de Valor Añadido vs No Valor Añadido, los números son los siguientes:
En el antes, añadimos valor el 0,00009%
del tiempo
En el después, añadimos valor el 0,0004%
del tiempo, dato que tampoco parece muy allá
Pero hay una diferencia
fundamental:
Lead time del antes : 23,6 días
Lead time del después : 4,5 días
¡! Hemos reducido nuestro lead time a la
quinta parte ¡!
Las claves de esta transformación LEAN,
en este caso, han sido las siguientes:
FASE 1: Creación de flujo
-Reducción de tiempo de cambio de la
Prensa: ahora se hace un cambio en menos de 10 min
-El SMED de la Prensa se ha utilizado
para pasar de rotaciones quincenales a rotaciones por turno
-Aumento de OEE en soldadura 2, para que
pueda conectarse en la célula sin pérdidas de OEE global
-Célula para conectar en flujo las dos
soldaduras y los dos montajes
-Tiempo de cambio en la célula ( para
pasar de referencia izquierda a derecha y viceversa ) célula: cero
-El truco principal para conseguir lo
anterior ha sido poner pequeños contenedores a pie de línea, para que estén a
mano de los operarios de montaje las piezas de ambas referencias
-Mejora continua en célula para poder
pasar de 4 operarios a 3 ( dado que el cuarto operario tenía gran insaturación
)
FASE 2 : migración de un sistema de
planificación PUSH a otro PULL
-Crear un Pull desde los procesos
finales hasta los de cabecera, lo que implica que lo único que se programa es
el proceso final ( se dejan de lanzar órdenes contra los procesos de cabecera )
-Milk run para la entrega de Materia
Prima a ACME
-En el VSM de partida, vemos que el
sistema de control de producción lanza órdenes a todos los centros, desde el
primero hasta el último
-En el VSM final, el Sistema solo lanza
órdenes contra el proceso final: de ahí para atrás un método PULL se
encarga de generar autónomamente órdenes “aguas arriba”, sin necesidad de
ninguna gestión por parte del módulo del ERP encargado de las tareas de
planificación y programación
-Lo bueno de este sistema es que se pide
a los procesos de cabecera que hagan solamente “lo que se necesita, cuando se
necesita y con la calidad que se necesita”.. ¿os suena eso? : es una de las
frases más emblemáticas que lanzaron los creadores del Toyota Production System
para explicar el corazón del nuevo paradigma
-Lo que también es verdad es que , para
conseguir esto, debemos haber rediseñado los procesos “aguas arriba” para que
sean capaces de entregar sus semielaborados con lead times cortos ( es decir,
deben tener un alto grado de flexibilidad ) y fiables
-Si se cumplen todas esas premisas,
estaremos en disposición de tener esa revolución en nuestros plazos de entrega
Las mejoras de lead time ( y, por lo
tanto, de stocks ) que hemos conseguido hasta ahora son las siguientes:
¡!Hemos bajado de un lead time de 23,6
días a otro de 8 días!!
Pero aún hay cosas importantes que hacer
para seguir eliminando despilfarros:
Todo pasa por mejorar aún la forma en
cómo recibimos la información por parte del cliente y cómo usamos esa cadencia
del Cliente para optimizar más aún nuestra Cadena de Valor Integrada LEAN
FASE 3: HEIJUNKA BOX para nivelación de
la producción
Por penetrar un poco más en este
aspecto, vemos que el Cliente se lleva el producto en unas bandejas de 20
unidades, con un mix de 2 izquierdas + 1 derecho
El secreto está en cómo hacer trabajar
nuestra célula para que sea capaz de producir (no nos olvidemos que, debido al
Pull implantado, solo programamos la célula) para que sea capaz de producir ese
mix ….esa cadencia de la demanda
Insistiendo en el tema, aunque parezca
raro, por la cantidad de cambios que hay que hacer en la célula, debemos montar
en la célula con ese mix de 2:1 ( dos bandejas de izquierdas, después una de
derechas )
Esto tampoco debe ser más problema,
porque en la Fase 1 ya hemos conseguido dejar los tiempos de cambio de la
célula en cero
Esto es la base de la herramienta LEAN
llamada HEIJUNKA. Haremos un pequeño paréntesis para resaltar una vez más que
esta herramienta era una de las más queridas por los creadores del LEAN: de
hecho, decían que sin HEIJUNKA la magia del LEAN desaparecía
Recapitulando, decidimos abordar una
tercera fase de mejoras basada en los siguientes aspectos clave:
-Hacer una nivelación HEIJUNKA
desde el PITCH del Cliente ( 1 bandeja cada 20 min, con un mix de 2:1 ) hasta
nuestro Almacén de Producto Terminado; desde éste a la célula, repetición de la
jugada. Graficamos este concepto, con simbología del VSM:
El box de Nivelación HEIJUNKA, con un
Pitch de 20 min, quedaría como sigue:
El símbolo de más abajo, OXOX, es clave
en este concepto de HEIJUNKA, y significa que hay que nivelar los batches de
kanban que vienen del Cliente, hacer producción mezclada en suma, para hacer la
secuencia que luego se mandará a la célula como programa de producción
Recordemos que este Pitch corresponde a
un kanban ( una bandeja ) de 20 brackets : esto se traduce en que cada 20min,
le llega un kanban a la célula, con la secuencia en que se han metido en el
HEIJUNKA Box
El punto PULL que se programa, en
nuestro caso la célula final, se llama en la terminología LEAN el PACEMAKER (
Marcapasos ) . Se llama así porque este punto marcará el paso de todo el flujo
productivo “aguas arriba”. Ni que decir tiene, en esta filosofía PULL
trataremos que el PACEMAKER esté lo más “aguas abajo” posible
Además, del PACEMAKER hacia abajo no
permitiremos rupturas de flujo, ni siquiera Supermercados
El VSM del proceso rediseñado es como
sigue:
Con el HEIJUNKA ( la nivelación, en
castellano ) ….¡!Hemos vuelto a reducir el lead time a la mitad, de 8 a 4 días!!
El resultado global solo se puede calificar
de impresionante :
¡!Hemos bajado de un lead time (y, por lo
tanto, de stocks) de 23,6 días a otro de 4,5 días!!
Nota. En este caso de estudio solo se
habla de la mejora de lead time y de stocks, pero ni que decir tiene que las
mejoras de productividad de la MOD, de costes de No Calidad y de superficie
ocupada son también muy significativas
Que disfrutéis cada hora de este fin de semana
Un cordial saludo
Alvaro Ballesteros
No hay comentarios:
Publicar un comentario